 Address: 32/2, Zeki Velidi St., Ufa, Republic of Bashkortostan
Address: 32/2, Zeki Velidi St., Ufa, Republic of Bashkortostan Email: nt@tech-new.ru
Email: nt@tech-new.ru Phone: +7 (347) 293-93-33
Phone: +7 (347) 293-93-33Oil, water and petroleum products pumping stations
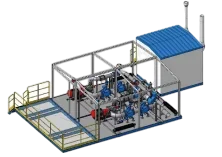
Designed for oil transportation into interfield pipelines within oil gathering, treatment systems, and tank farm systems, as well as for external transfer of petroleum products and condensate pumping.
Pumping stations are manufactured on the basis of centrifugal pumping equipment and modern automated equipment
Advantages
Reliability
The station ensures stable operation in oil gathering and transfer systems.
Automation
Modern automation and instrumentation systems minimize operator involvement.
Safety
Fire suppression systems, alarm systems, and gas contamination monitoring enhance safety.
Versatility
It is available in multiple configurations and can operate with various pump units.
Modularity
Skid-mounted design facilitates easy transportation and installation.
Maintainability
Convenient access to equipment for repair and maintenance.
Typical Station Components
Pumping equipment
Intake and discharge manifolds with shut-off valves
Drainage and leakage drain pipelines
Fire alarm system and gas pollution control
Foam fire extinguishing system
Automation and instrumentation equipment
Hoisting equipment for mounting and dismantling of piping valve and connecting pipelines
Система управления подпорными насосами
Jockey pump control system
Upper level data-transmitting system
Power supply system of the pumping equipment
The life support system of the containerized module